 027-88607606
027-88607606


联系我们
自由锻造油压机液压系统故障诊断与维修
2026-05-19康恒森
(宝钛集团有限公司)
近年来不同规格的自由锻造油压机,在我国各地的冶金工业等领域中广泛运用,设备的相关运维管理工作也在随之升级。但结合实际调研可以发现,部分工作人员在油压机的液压系统运行管理方面仍存在欠缺,导致液压系统频繁出现故障和隐患,对设备及生产造成严重影响。为改变这一现状,本文围绕自由锻造油压机液压系统的故障诊断与维修工作具体展开研究。
1 自由锻造油压机液压系统构成
1.1进液与回程控制阀块
自由锻造油压机液压系统中,主缸进液阀块属于主要的控制阀块零件,由集成化的比例流量控制阀构成。油压机运行时,液压系统加压后可以通过该流量控制阀,充分保障压机主缸安全稳定运行,并且可以提升主缸的卸压速度。同时液压系统中包含回程缸控制阀块,该类型的控制阀块可以对回程缸的进排液情况实行精准管控,也可以在压机运行时为其活动部分提供必要的背压。
1.2充液系统
液压系统中的充液系统主要由缓冲罐、充液罐、充液阀块等构成,其中充液罐在压机迅速下降时,可以通过充液阀向主缸补充油液,防止主缸在快速下降过程中下,出现吸空等不良的现象。缓冲罐通常位于充液罐和充液阀块之间,能够将充排液流缓冲,并且缓冲罐具有管控充排液量的应用优点,如果充排液数量较多时,缓冲罐可以实现大流量平稳充排液。
1.3主控阀站
在自由锻造油压机的液压系统中,主控阀站主要由不同的控制阀块共同组成,这些阀块通常在距离执行油缸、压机、压机旁地下室较近的位置安装,压机运行时能够有效减小所产生的冲击振动[1]。并且还能够对压机中高压液体的压缩体积和高压管路的长度等参数科学合理管控,压机的动作会更加平稳,防范运行安全隐患。
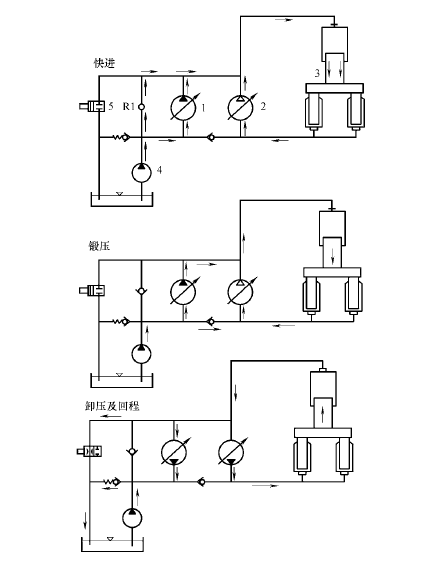
泵控液压系统工作原理
1、2—主液压泵;3—液压缸;4—充液泵;5—泄压阀
2 常见的液压动作异常故障举例分析
在某案例中,液压系统实际运行过程中,出现了压力频繁波动的故障情况,导致液压动作异常。具体表现为,系统压力在设定值附近上下波动,波动幅度达到±13%,且波动频率较高,每分钟8-10次。这种不稳定的压力状况导致锻造胚料的尺寸和形状难以控制,严重影响了生产效率和产品质量。
在该故障的处理中,工作人员第一时间检查液压系统是否存在异常状况,同时观察压力表指针的波动情况,记录波动幅度和频率。之后检查油箱油位,发现油位正常,无异常下降现象。最后对液压泵出油口、液压缸进出油口等关键位置的压力仔细检查,测量具体的参数值。
检查后工作人员将详细记录的参数值与设定值、波动范围进行了对比分析,如表1所示。
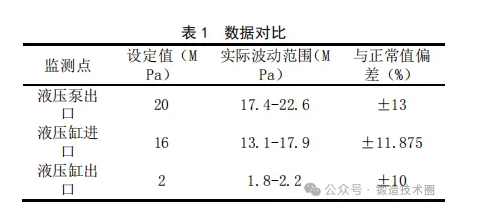
从表格中可以看出,实际压力值与正常值存在较大的偏差,这严重影响了液压系统的稳定性。在此基础上,分析压力波动数据,发现压力波动呈现周期性,与液压泵的工作频率有关。初步推测可能是溢流阀故障,导致系统压力无法稳定。同时考虑液压系统动作异常的故障还受到油液污染的影响,油液中的杂质可能堵塞溢流阀等液压元件,影响压力异常,导致故障产生。
为了进一步判断液压系统故障原因是否由溢流阀导致,工作人员设计实验检测溢流阀的工作状态。将溢流阀从系统中拆除,连接至测试回路,施加设定压力,观察阀芯动作情况。实验结果显示,阀芯卡滞,无法正常调节压力,表明故障原因由溢流阀导致,并且进一步拆解分析发现,溢流阀的阀芯表面存在磨损和固体颗粒污染现象。之后对液压油液清洁度进行检查,发现液压油中存在大量金属颗粒和杂质,油液污染严重,导致阀芯磨损和卡滞,出现故障。
确定故障原因后维修人员第一时间更换了溢流阀,更换的新溢流阀,确保阀芯动作灵活,无卡滞现象。安装溢流阀至系统中,进行功能测试,确保压力稳定。同时,排放液压系统中的旧油液,对油箱进行彻底清洗,更换新的、清洁的液压油,确保液压油符合系统要求。不仅如此,还安装了液压油过滤器,提高液压油清洁度,防止再次污染。维修结束后,还对液压系统进行全面调试,确保各元件工作正常。进行压力稳定性测试,记录压力波动数据,如表2所示。
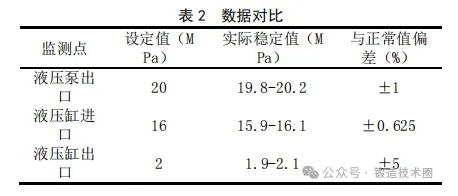
通过对比维修前后的数据,可以明显看出,维修后的液压系统压力更加稳定,各监测点的实际压力值与设定值的偏差均 大幅减小,液压系统的稳定性得到了显著提升,有效降低了整个液压系统故障和液压动作异常等问题产生的概率。
3 液压系统故障诊断与维修要点
3.1液压系统中油箱与充液系统故障维修
在自由锻造油压机的液压系统中,油箱与充液系统属于液压系统的重要组成部分,如果发生故障会对油压机的液压泵、控制阀乃至整个液压系统的正常运 行直接造成不良影响,因此需要强化其故障诊断与维修。
第一,应防范油箱破损、管道漏油等故障。仔细检查油箱箱体、空气过滤器等零部件,防止油箱中液压油被污染影响整个液压系统,同时管道连接处等部位也属于故障高发点,应及时检查分析判断是否存在紧固件松动脱落、密封件老化损坏、和管道各焊缝破损的不良状况。若发现故障须及时修理或者更换油箱、定期更换油箱的空气滤芯、更换损坏的密封件和管路并重新预紧,并密切关注油箱中液压油的清洁度,进而对系统的正常工作减少不利影响。对于油箱中液压油清洁度检查时,可以安装液压油在线监测系统FCU污染监测仪,如果液压油中的水分、固体颗粒等杂质超标须及时采取措施,例如更换吸油口处的过滤器滤芯,采用滤油机将液压油箱中污染物尽快清除。同时如果油液中混入空气或气体,容易导致液压系统产生气泡,应及时排除。此外如果已发生化学改变的液压油应禁止使用,将清洁的油过滤后注入油箱中循环15-20分钟后直至排出干净的液压油,再将主油箱中的液压油加油至符合要求的液位。
第二,除了油箱,充液系统同样属于液压系统的重要组成部分,需要诊断与维修对应的故障。首先,充液管路过长并且管径较大的应及时调整,否则充液系统在排液或充液时会产生很大的冲击和振动,在一定程度上对管路造成破坏。此时故障维修人员可以重新合理调整缓冲罐的布设位置,将振动和对充液管路的破坏减轻。其次,充液系统由于压力和液位控制不当等因素的影响,容易导致充液系统出现大流量泄压等故障问题,维修技术人员可以在液压系统中低压补偿器和充液罐等位置设置传感器,对系统的液位和压力实行双重管控和安全保护。同时还可以设置专门的补偿系统和油液智能排放系统,将充液罐中的液、气压力和两者之间的比例智能化、自动化调节,保障液压油能够处于标准规定的液位和压力范围数值内,使得充液系统和液压系统可以正常安全地进行工作。此外需要防范充液系统的过载溢流现象,在自由锻造油压机工作时,应对工件的变形抗力实行管控,避免坯料变形抗力值超出设备载荷能力,防止产生过载现象,对油压机的回程和卸压等液压系统造成不良影响甚至损坏。
3.2液压系统中主泵与油缸压力异常故障诊断
自由锻造油压机液压系统中主泵与油缸容易出现故障现象。首先,在液压系统中液压油缸可能出现油压过低,导致油缸压力和动作异常。该种故障情况主要由主泵压力异常、油缸的管线与压力控制阀异常导致。例如,主泵的工作压力远低于额定压力,在控制管线中,出现节流阻力太大的现象,或者压力控制阀失效、控制压力未能合理调整等现象。此时故障检修人员需要仔细测试各部位的控制压力,将压力重新调整至合理范围内。同时液压油缸可能出现初始动作缓慢的异常故障,主要由温度因素导致。在外界环境温度较低的情况下,液压油的黏度会增大,液压油的流动变慢,导致液压缸动作缓慢。维修诊断时可以投入黏温性能更强的液压油,确保其在低温条件下借助相应加热设备能将启动油温提高,最终提高启动时动作速度。其次,在液压系统的各类主要液压泵方面,可以诊断与维修液压泵的进油口、出油口压力及泵内零件故障。仔细检查进、出油口压力是否正常,有无进入空气,如果进有空气应及时排气处理,确定无空气进入后,可以检查是否存在异常声响,如在轴承部位加入润滑脂,之后仔细观察泵噪声大小。对于泵内零件,应合理调整零件之间的配合间隙,防止泵的运行压力无法升高等故障。同时应加强零件装配方面的质量管理,避免引发液压泵故障。
3.3合理选择液压系统故障诊断与维修方法
自由锻造油压机液压系统的故障类型较多,应针对性采取故障诊断与维修方法。
第一,液压系统常见的故障按照具体的性质特点,可以划分成随机故障和确定故障。按照指示形式,可以划分成报警与无报警显示等。自由锻造油压机的液压系统庞杂,液压系统的故障存在隐蔽性较强、偶发性较强和复杂多样等特点。在诊断分析与维修故障时,需要对液压系统内各元件之间的作用功能和整个液压系统充分了解掌握。例如,可以将液压系统的液压原理图、液压元件的工作原理和参数与实际调研的液压系统中的元件参数及液压动作关联情况等进行对比分析,之后结合专业的故障诊断能力,找出复杂隐蔽的故障原因。
第二,还可以根据元件故障产生时液压系统可能出现的现象,针对性选择诊断与维修方法。通常情况下液压系统常见的故障现象主要包括压力失调与振动噪声等,此时 液压系统的故障需要机械和电气系统配合检查,相同的故障原因会引发多个不同的故障现象,相同故障原因也更加复杂,压力不稳和振动噪声的故障现象可能同时出现。诊断维修故障时,可以将多个症状组合,定位故障源。例如,可以通过合理设定检测次序的形式定位故障源,采用从简单到复杂或遵循主要到次要的顺序,使得液压系统的故障诊断维修处理的时效性提升[2]。例如,在故障原因不明的情况下,可以根据液压系统中元件的分解拆卸难度差异,先对简单易拆分的元件进行检查,之后检查系统中的马达和液压缸等复杂的元件,最后再次深入检查可疑故障点,找出故障原因。
此外,对于较为复杂的液压系统故障,可以结合多种算法和身体感官诊断维修。例如,身体感官方面可以采用听诊和触诊法,通过听觉和触觉,分析判断液压元件的故障。如通过感官对于液压控制元件的温度和振动进行分析阀芯是否受到异物干扰,之后根据实际情况及时拆卸或清洗、更换元件。算法方面可采用推理验证法和化零为整综合判断法。推理验证法主要指先积极假设故障原因,之后再选择合理的算法,不断验证分析猜想,直至验证通过,查明故障的原因。化零为整故障诊断中,可以利用不同的技术手段考察相同的故障问题,之后综合比较得出最终的故障诊断结果。
3.4强化液压系统故障诊断维修信息化建设
在信息化背景下,自由锻造油压机液压系统故障诊断与维修中,可以利用锻造现场生产运行数据可视化监控硬件等信息化装置,实现液压系统的故障诊断与维修。首先,在信息化软件的支持下,液压系统故障诊断维修时,工作人员可以更加精准地选择故障诊断维修方法。为了进一步提升应用效果,可以对软件的功能和模块等优化设计。例如,可以根据实际情况设计数据处理模块,添加软件的数据库查询等系列功能,并设置基于C/S结构下查询编辑数据模块,实现清晰划分液压系统故障数据的访问,可以精准有效提高维修作业人员故障诊断的效率。硬件装置中可以通过异常信息反馈功能,借助网络继电器等类型的中间转换设备,使用数据挖掘、数据筛选、数据清洗等方法,分析判断出生产现场和锻造油压机、液压系统可能存在的异常数据信息,并且可以将找出的异常信息信号和报警灯等设施相互连接,将液压系统的异常故障数据信息向锻造生产现场传输,提醒现场人员及时处置[3]。也可以将异常故障数据向不同的移动终端设备中传输,将异常预警信息数字化可视化呈现,为液压系统异常故障的诊断与维修提供便利。
4 结论
自由锻造油压机的运行故障会直接影响液压系统和锻造作业质量,必须针对油箱及充液系统、液压泵及液压油缸等自由锻造油压机液压系统的主要构成部分,采取相关的技术要点和方法,对液压系统的故障进行诊断与维修,并加强液压系统的预防性和信息化形式故障诊断维修力度,保障液压系统和油压机安全稳定运行。
参考文献:
[1]马丁,李建辉.80MN油压机自由锻造智能集成控制管理系统应用研究[J].锻造与冲压,2023(09):38-41.
[2]李琦.自由锻造油压机液压系统故障诊断与维修技术[J].科技创新与应,2022,12(32):161-165.
[3]郭晓锋,段丽华,苏振华.195MN自由锻造油压机的关键技术[J].锻造与冲压,2020(15):61-64.
来源:锻造技术圈
(版权归原作者或机构所有)
