 027-88607606
027-88607606


轴承知识
加工中心主轴的异常故障分析技巧及处理措施
2022-12-231.引言
加工中心是高速、高精密、高自动化、结构异常复杂的先进加工设备,在现代制造业生产中发挥着巨大的作用,一旦发生故障,极大的影响企业的生产效率,虽然加工中心都具有着很好的故障自诊功能,在加工中心发生故障时大部分都会有报警信息提示,但有时候加工中心的故障是综合形式的,没有报警信息,无法区分是机械问题、电气问题,还是液气压问题、CNC系统,需要维修人员具有较多的知识和综合判断能力和丰富的维修经验。本文根据生产实践经验,对加工中心常见的主轴故障进行了详细的分析,并提出了相应的维修措施,为加工中心的维修和维护提供了有效的借鉴。
2.加工中心主轴的常见故障分析
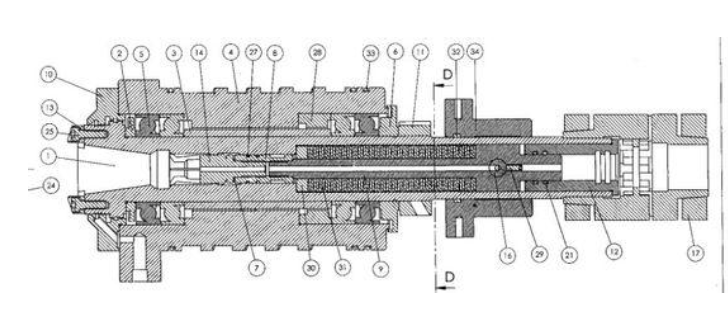
加工中心的主轴通常使用伺服调速电动机调速,其结构相对简单,但是加工中心有刀具自动夹、和切屑自动清除装置以及主轴准停装置,常见的主轴故障也多发生在这些部位,下面对其进行具体的分析。
1.1主轴发热、旋转精度下降问题
故障发生的现象:
加工出来的工件孔精度偏低,圆柱度很差,主轴发热很快,加工噪声很大。
故障原因分析:
经过对机床主轴长期观察可以确定,机床主轴的定心锥孔在多次换刀过程中受到损伤,主要损伤原因是使用过程中换刀的拔、插到失误,损伤了主轴定心孔的锥面。
仔细分析后发现主轴部件的故障原因有四点:
(1)主轴轴承的润滑脂不合要求,混有粉尘杂质和水分,这些杂质主要来源于该加工中心用的没有经过精馏和干燥的压缩空气,在气动清屑时,粉尘和水气进入到主轴轴承的润滑脂内,导致主轴轴承润滑不好,产生大量噪声;
(2)主轴内用于定位刀具的锥形孔定位面上有损伤,导致主轴的锥面和刀柄的锥面不能完美配合,加工的孔出现微量偏心;
(3)主轴的前轴承预紧力下降,导致轴承的游隙变大;
(4)主轴内部的自动夹紧装置的弹簧疲劳失效,刀具不能完整拉紧,偏离了原本位置。
针对以上原因,故障处理措施:
(1)更换主轴的前端轴承,使用合格的润滑脂,并调整轴承游隙;
(2)将主轴内锥形孔定位面研磨合格,用涂色法检测保证与刀柄的接触面不低于90%;
(3)更换夹紧装置的弹簧,调整轴承的预紧力。
除此之外,在操作过程中要经常检查主轴的轴孔、刀柄的清洁和配合状况,要增加空气精滤和干燥装置,要合理安排加工工艺,不可使机器超负荷工作。
1.2加工中心的主轴部件的拉杆钢球损坏问题
故障发生的现象:
主轴内刀具自动夹紧机构的拉杆钢球经常损坏,刀具的刀柄尾部锥面也经常损坏。
故障原因分析:
经研究发现,主轴松刀动作与机械手拔刀动作不协调,具体原因是限位开关安装在增压气缸的尾部,在气缸的活塞动作到位时,增压缸的活塞不能及时到位,导致在夹紧结构的机械手还未完全松开时就进行了暴力拔刀,严重损坏了拉杆钢球和拉紧螺钉。
故障处理措施:
对油缸和气缸进行清洗,更换密封环,调整压强,使两者动作协调一致,同时定期对气液增压缸进行检查,及时消除安全隐患。
1.3主轴部件的定位键损坏问题
故障发生的现象:
换刀声音较大,主轴前端拨动刀柄旋转的定位键发生局部变形。
故障原因分析:
经过研究发现,换刀过程中的巨大声响发生在机械手插刀阶段,原因是主轴准停位置有误差问题以及主轴换刀的参考点发生漂移问题。加工中心通常采用霍尔元件进行定向检测,霍尔元件的固定螺钉在长时间使用后出现了松动,导致机械手插刀时刀柄的键槽没有对准主轴上的定位键,故而会撞坏定位键;而主轴换刀的参考点发生漂移可能是CNC系统的电路板发生接触不良、电气参数变化、接近开关固定松动等,参考点漂移导致刀柄插入到主轴锥孔时,锥面直接撞击定心锥孔,产生异响。
故障处理措施:
调整霍尔元件的安装位置,并加防松胶紧固,同时调整换刀参考点,更换主轴前端的定位键。除此之外,在加工中心使用过程中要定期检查主轴准停位置和主轴换刀参考点的位置变化,发生异常现象要及时检查。
除此之外,加工中心还会发生一些其他的故障,在进行维修时,要本着先外围后内部、先软件后硬件、先机械后电气的原则,根据加工中心的相关资料和加工工艺,对故障进行仔细的检查?逐步缩小故障范围,Z后确定故障原因,在可行的范围内提出处理措施并记录下来供以后维修使用。
3.结束语
加工中心主轴是加工中心的核心部件,在使用过程中要对它细致的维护和保养,对于一些常见的机械故障要通过日常的检查及时发现并处理,减少加工中心的故障停机次数和维修时间,保证加工中心日常运转,延长加工中心的使用寿命,为企业的生产节省成本。
(来源:网络)
